Polümeerveetorude ühendamine ühtseks peamiseks toimub kahel viisil: ühenduselementide (liitmike) abil või jootmise teel. Viimane variant on ökonoomsem – lisaosi ostma ei pea. Kuid see nõuab spetsiaalseid tööriistu. Kui teate keevitamise keerukust, saate koduse torustiku jaoks mõeldud plasttorusid oma kätega õigesti jootma, ilma spetsialiste kaasamata. See säästab ka pere eelarvet.
Tööriistad töö tegemiseks

Plastikust ja propüleenist elementide ühendamiseks kasutatakse termilise difusiooni meetodit - sulatamist spetsiaalse jootekolbiga kuumutamisel. See erineb lihtsast jootetööriistast selle poolest, et selles kasutatakse pigem terasotsikuid kui vaskelektroode. Need on fikseeritud jootekolvi küttekeha aukudesse. Temperatuuri reguleerimine toimub korpusel asuva termostaadi abil.
Polüetüleenist või polüpropüleenist toruelementidega töötamiseks vajate lisaks:
- mõõteriistad - mõõdulint, joonlaud, ruut, tase;
- spetsiaalsed käärid või torulõikur;
- rasvaärastusvedelik.
Lisaks tasub ette valmistada peeneteraline liivapaber või õhuke viil. Need aitavad lõiked täiesti siledaks muuta.
Turvameetmed
Jootekolbiga töötades peate järgima ettevaatusabinõusid. Selle eiramine mõjutab negatiivselt jootekoha kvaliteeti ning võib põhjustada vigastusi ja põletusi.
Järgige järgmisi reegleid:
- Asetage kuum jootekolb ainult alusele.
- Kasutage oma käte kaitsmiseks põletuste eest kindaid.
- Tehke tööd hästi ventileeritavas kohas, sest polümeermaterjalid eraldavad kuumutamisel kahjulikke aineid.
Düüsid on kaetud tefloniga, et vältida süsiniku ladestumist. Iga keevitusprotsessi lõpus tuleb ülejäänud polümeer eemaldada puidust spaatliga. Jahtunud otsikute puhastamine ei ole lubatud, kuna see võib kahjustada katet ja purustada jootekolbi.
Veetorude jootmise omadused

Enne alustamist peate valima õige tehnoloogia. Ühendamiseks kasutatakse kolme jootmismeetodit:
- Sidumine. Sel juhul kasutatakse ühendusi, mis sisestatakse ühendatavate osade vahele. Protsessi eripära on see, et kuumutatakse ainult ühenduselemente ise. Tavaliselt kasutatakse seda meetodit väikese ja keskmise ristlõikega torude jaoks.
- Kellukesekujuline Kasutatakse erineva läbimõõduga otsikuid. Osade otsad lõigatakse 90 kraadise nurga all ja puhastatakse ning sisestatakse seejärel vastava sektsiooni otsikusse. Jootmise käigus kahe elemendi otsad kuumenevad, sulavad ja ühinevad. Pärast ühendamist ei tohi osi pöörata.
- Stykova. Samal ajal keevitatakse kahe segmendi otsad üle kogu tasapinna.Seda kasutatakse suurte torude ühendamiseks - läbimõõduga üle 5 cm ja seina paksusega 0,4 cm.
Kui teil on vaja tugevdatud torusid jootma, on teil vaja spetsiaalset tööriista - pardlit. See on vajalik toru puhastamiseks alumiiniumist, mis on peidetud pealmise polümeerkatte all. Järgmisena viiakse torude keevitamine läbi standardmeetodil.
Mõnikord vajab torujuhtme osa keermestatud osi. Sellise liitmiku saab joota sobiva toru ühenduskoha külge. Torude jootmistöid tohib teha ainult temperatuuril üle nulli.
Keevitamise järjekord
Kõigepealt peate torud ise ette valmistama. Need jagatakse vajaliku suurusega tükkideks, otsad tasandatakse ja lihvitakse ning vuugid pühitakse rasvaärastusvedelikuga.
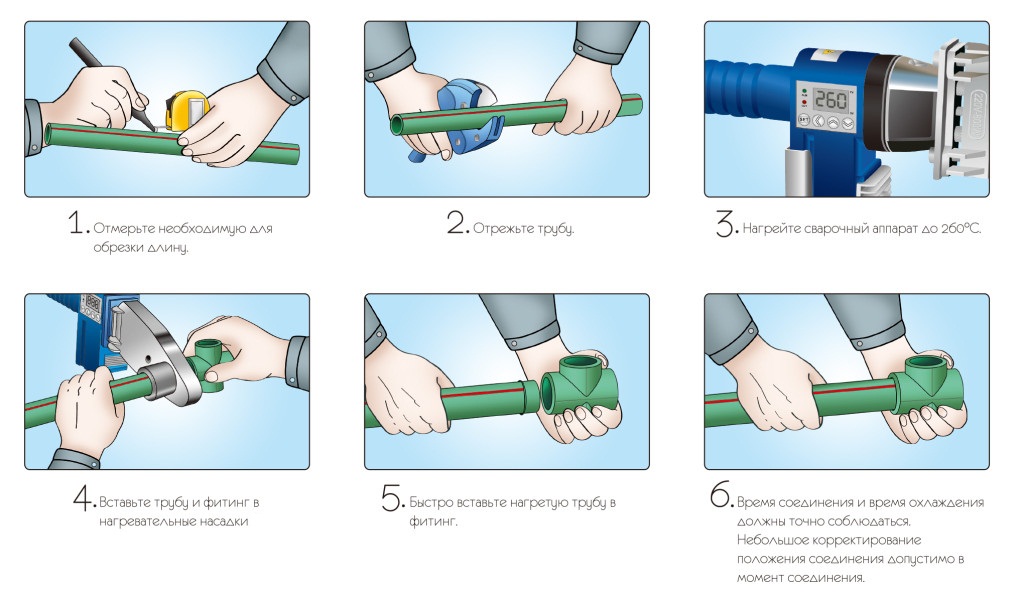
Termostaadi abil valitakse soovitud küte, võttes arvesse selle indikaatori erinevust polümeeride puhul. Milliseid konkreetseid torusid jootte, saate teada, vaadates toote enda märgistust. Polüpropüleenist ja polüvinüülkloriidist torud (PP ja PVC) kuumutatakse kuni 260 kraadini, polüetüleenil (HDPE) kuni 220 kraadini. Soojendusega elemendid ühendatakse üksteisega, sisestades toru pistikupessa, haakeseadisesse või ühendades segmentide otsad.
Sulamise kestus pärast nõutava temperatuurini viimist määratakse sõltuvalt ristlõikest:
| Toote läbimõõt (mm) | Kuumutamisaeg vajaliku temperatuurini (s) | Adhesiooniperiood (s) | Jahutusaeg (min) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
Pärast vuugi jahtumist kontrollige, kas töö on tehtud õigesti.Joodetud sektsiooni tihedust kontrollitakse vee puhumise ja läbilaskmisega. Kui vuugiõmblus on halvasti tehtud, lõigatakse jootekoht ära ja keevitustööd tehakse uuesti.
Jootmine raskesti ligipääsetavates kohtades ja nurkades

Vajadusel saab torusid nurga all joota. Sel eesmärgil kasutatakse spetsiaalseid nurgaühendusi. Kasutage paindeastme kontrollimiseks ruutu. Ostke sama tootja tooteid, see tagab ühendatavate elementide kõrge nakkuvuse.
Keevitamine raskesti ligipääsetavates kohtades on mitteprofessionaalile keeruline. Lae lähedal töötades tuleb jootmismasin konksu otsa riputada. Mõnikord tuleb olemasolevas veevärgis mõni osa välja vahetada: kui on kahjustusi, millest vesi läbi tilgub, või kui on tekkinud tõsine ummistus. Lihtsaim viis on jootma keermestatud liitmikud nendes kohtades, kus seda on mugav teha, ja seejärel asetada neile toruosa.
Polüpropüleenist toru saab jootma, kui vesi tilgub läbi väikese prao käsitööndusliku keevitamise abil. Vahe suletakse materjaliga, millest toru on valmistatud. Defektsele kohale kantakse kuum nael või kruvikeeraja. Auk on kaetud sulapolümeeriga. Kuid see on ajutine võimalus, et kahjustatud piirkond tuleb siiski välja vahetada.
Polümeertoote saab korraks pitseerida, kasutades tööstuslikku fööni. Ühendust kuumutatakse kuni materjali pehmenemiseni. Torule asetatakse klamber ja pingutatakse tihedalt.
Võimalikud vead

- puhastamata osadega töötamine;
- ühendusosade ebatasasused;
- ühendatud elementide ebatäpne joondamine;
- liiga palju pingutusi liitumisel;
- toru mittetäielik sisestamine liitmikusse;
- keevitavate osade vähene või liigne kuumenemine;
- tugevdava kihi olemasolu;
- elementide asendi muutmine pärast plasti jahtumist;
- polümeeriga saastunud otstega jootekolbi kasutamine;
- jahutatud düüside puhastamine ja sellele järgnev kahjustatud teflonkihiga osade kasutamine.
Mõnikord ei põhjusta tugev ülekuumenemine kvaliteetsetel materjalidel visuaalseid väliseid defekte. Kuid kui kuumutatud plastik blokeerib sisemise läbipääsu, tekib sisemine deformatsioon. See põhjustab kiiret ummistumist ja veevoolu blokeerimist.
Lisaks kuumjootmisele kasutatakse külmkeevitusmeetodit. Tehnika hõlmab spetsiaalse lahusti kasutamist aktiivse jootekomponendina, mis pehmendab polümeeri struktuuri. Oma keerukuse tõttu pole meetod erilist populaarsust kogunud.