Metallplaadid on gofreeritud lehtede täiustatud ja atraktiivsem versioon. See sai oma nime, kuna imiteerib plaate, kuid näeb mõnikord palju esteetilisem välja. Materjal on toodetud spetsiaalse tehnoloogia abil ja erinevatel eesmärkidel.
Kus toodetakse metallplaate?
Metallplaadid on populaarne kattekiht, nii et neid toodavad nii suured tehased kui ka väikesed ettevõtted. Pleki kvaliteet ei sõltu tootmismahust, vaid metallplaatide tootmiseks kasutatavatest seadmetest. Nagu paljudel muudel juhtudel, sõltub kvaliteet kõigi tehnoloogia peensuste järgimisest.
Venemaa kuulsaimate kattekihtide tootmisettevõtete hulka kuuluvad:
- "Neva-Steel";
- "KSP";
- Siberi metallikeskus;
- "Elektriline kilp".
Paljud teised tootmisüksused asuvad Moskvas, Lipetskis, Peterburis ja Volgogradis.
Välismaistest tootjatest on Venemaa turul kõige populaarsemad:
- Soome firma RUUKKI;
- üks maailma suurimaid metallitootjaid, kontsern Arcelor Mittal;
- Slovakkia ettevõte U.S. Terasest Kosice.
Populaarsed on ka Poola ja Hiina väikeettevõtted.
Metallplaatide ostmisel peate tähelepanu pöörama garantiiajale. Näiteks plastisooliga katmisel on tootja garantii 50 aastat.
Millest on valmistatud metallplaadid?

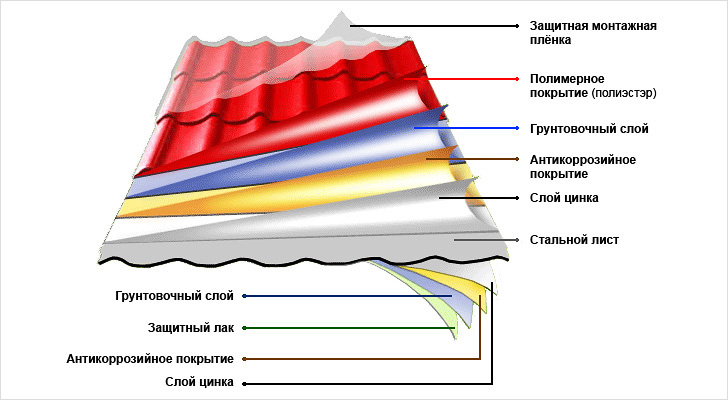
Metallplaadid on keerukas mitmekihiline materjal. Koosneb järgmistest elementidest.
- Alus on metallist leht. Enamasti on see teras, kuid alusena võib kasutada ka vaske ja alumiiniumi. Viimane on kergem ja ei karda korrosiooni, mistõttu ei vaja see kaitsev tsingikiht.
- Tsingikiht – see katab lehte mõlemalt poolt. Metall loob oksüdeeriva kile, takistades hapniku ja niiskuse jõudmist terasalusele. Kihi tihedus varieerub vahemikus 190 kuni 275 g/m². See määrab, kus saab metallplaate kasutada: lõunapiirkonnas, mägismaal, merelähedastes piirkondades.
- Passiveeriv kiht – loob omamoodi kompenseeriva puhvri ja parandab nakkumist.
- Krundikiht - täidab sama ülesannet, kuid on rakendatava katte suhtes selektiivsem.
- Metallplaatide alumine kiht on lakk. See on värvitu ja sellel puudub dekoratiivne väärtus. Selle ülesanne on luua täiendav mehaaniline kaitse.
- Põrandakatte pealmine kiht on polümeerkompositsioonil põhinev dekoratiivne kate. Värv määrab mitte ainult metallplaadi välimuse, vaid ka selle vastupidavuse ultraviolettkiirgusele, mehaanilisele pingele ja niiskusele.
Pealmise dekoratiivkihi omadused määravad suuresti materjali vastupidavuse.
Tootmistehnoloogia

Olenemata lainepappide ja metallplaatide tootmiseks kasutatavate seadmete tüübist koosneb tootmisprotsess 3 peamisest etapist:
- profiili valtsimine ja reljeefse pinna saamine;
- stantsimine – profiili vormimine: kaskaad, Monterrey, Supermonterrey;
- lõikamine vajaliku suurusega lehtedeks.
Igas etapis on vaja jälgida tehniliste toimingute õiget teostamist ja kontrollida tooriku vastavust nõuetele. Veeremise ajal on oluline hoolikalt jälgida toimingute jada. Tembeldamisel peate tagama, et toorik vastab määratud profiilile.
Tehnoloogia sisaldab järgmisi toiminguid.
- Teatud paksusega metallirull - 0,4–12 mm, juhitakse lahtikerimisliinile ja kinnitatakse sektsiooni.
- Liin tuuakse projekteerimisveskisse, kus profiil tembeldatakse. Harja ja lainekuju vahel on mitut tüüpi seoseid.
- Riba juhitakse kääridesse, kus võrk lõigatakse automaatselt vajaliku suurusega lehtedeks.
- Toorik saadetakse galvaniseerimiseks. Mõnel juhul tehakse see toiming enne rullimist.
- Metallplaadid kaetakse kaitsekihtidega: esmalt passiveerivad, seejärel kruntvärvid ja lõpuks värvilise polümeerkompositsiooni kiht.
Üldist skeemi järgitakse mis tahes tüüpi metallplaatide valmistamisel. Materjali omadused määravad profiiliomadused, tsingikihi paksus ja värvi koostis.
Katte tüübid
- Polüester – matt või sile. Katet kasutatakse 75% juhtudest. Kihi paksus 25 mikronit. Polüester on kulumiskindel ja tagab mõõduka UV-kaitse. See tähendab, et agressiivse päikesega piirkondades kate pleegib. Mõeldud kasutamiseks 5-10 aastat. Mati polüestri kiht on paksem - kuni 35 mikronit. See kate kestab kuni 15 aastat.
- Polüuretaan – puraal. Kandke kuni 50 mikroni kiht.Väga vastupidav, talub temperatuuri -60 kuni +100 C. Ei pragune kõrge õhuniiskuse tingimustes ega pleegi päikese käes. Kõlblikkusaeg: vähemalt 30 aastat. Sellised metallplaadid on märgatavalt kallimad.
- Purex on dekoratiivkile, mida iseloomustab väga kõrge elastsus ja tugevus. RUUKKI oskusteave. Tootja annab kattekihile 50-aastase garantii.
- Plastisool on polüvinüülkloriidil põhinev polümeer. Pole eriti külmakindel - talub ainult -10 C, kuid talub hästi kuumust. Plastisooli kiht ulatub 200 mikronini. See mitte ainult ei taga kulumiskindlust ja kriimustuskindlust, vaid võimaldab ka ebatavalisi dekoratiivseid efekte. Plastisoolkiht on reljeefne, et tekitada pinnale reljeefne muster. Kasutusaeg on 60-70 aastat.
- PDVF on uus valik, mis on väga UV-kindel. Kuigi kate kantakse õhukese kihina - 27 mikronit, piisab sellest metallplaadi vastupidavuse tagamiseks.
Katte säilivusaeg sõltub kasutustingimustest.
Seadmed metallplaatide tootmiseks

Metallplaatide tootmiseks mõeldud seadmed sisaldavad mitmeid erinevaid seadmeid erinevate ülesannete täitmiseks.
- Rullrull on ajamiga konsoolseade õhukese lehtmetalli paigaldamiseks ja lahtikerimiseks. See võib olla eraldi struktuur, kuid sagedamini on see osa tootmisliinist. Toode valitakse selle kandevõime, lahtikerimiskiiruse, võimsuse ja lubatud võrgulaiuse järgi.
- Metallplaatide peamine masin on profiili painutamine. Painutusprotsessi käigus avaldatakse metalllehte surve- ja tõmbemõjudele. Selle tulemusena omandab leht teatud konfiguratsiooni. Painutamine on võimalik iga nurga all.Samal ajal jääb leht monoliitseks ja ei kaota tugevust. Rullvormimismasinad töötavad automaatselt, mis vähendab vigade ja rikete ohtu. Valikuparameetrid: valtsimiskiirus, võimsus, maksimaalne lubatud lehe paksus ja laius.
- Pressimismasin on hüdrauliline. See sisaldab pressi, kus astmed moodustatakse, templit ja hüdrojaamu - seadmeid, mis varustavad hüdrosilindritele õli. Rullvormimisveskist väljuv toorik on lainelise kujuga. Pressimismasinas laineline reljeef purustatakse ja omandab astmelise ilme. Seade valitakse võimsuse, rõhutaseme ja võimaliku profiili laiuse alusel.
- Metalli lõikamine kääridega - masinale tembeldatud lehed juhitakse giljotiinkääridele. Hüdraulilise või mehaanilise ajamiga seade lõikab toorikud lehtedeks. Hindamisparameetrid: noakäik, lubatud lehe paksus ja laius, noakäikude arv minutis. See indikaator määrab üksuse tõhususe.
- Lehe vastuvõtja - pärast lõikamist kantakse lehed vastuvõtjasse. Lihtmudelid võivad vastu võtta ainult ühe lehe, täiustatud mudelid võivad vastu võtta mitu.
- Kaubaalus valmis lehtede jaoks - lehed teisaldatakse vastuvõtjast alusele. Siin volditakse need kimbuks ja kantakse laadimiskraana abil lattu.
Automaatne juhtimissüsteem (ACS)
Enamik seadmeid - metallplaatide tootmise masin, pressimismasin, giljotiinkäärid - on automatiseeritavad. Tundub, et kõige mugavam on mitte programmeerida iga masinat eraldi, vaid lülitada see ühte süsteemi ja anda käsklusi kõikidele rea üksustele korraga. Seda teeb automaatjuhtimissüsteem.
ACS-i valimise peamised kriteeriumid hõlmavad vea suurust. Mida väiksem see on, seda täpsem on mõõtmine ja lõikamine, mis vähendab kulusid.
Valmis tootmisliinid

Metallplaatide valmistamiseks võite osta valmis liini, mis sisaldab kõiki vajalikke elemente. Sõltuvalt konfiguratsioonist ja jõudlusest on liinid jagatud 3 klassi.
Põhiline sisaldab valtspinki, giljotiinkääre, pressimismasinat, hüdrosüsteemi ja automaatjuhtimissüsteemi. See valik sobib alustamiseks ja väikeseks tootmiseks.
Standard – pakett vastab väikese või keskmise suurusega ettevõtete vajadustele. Lisaks loetletud seadmetele sisaldab see rullikeerajat, aluseid ja muid seadmeid. Veeremiskiirus kuni 7–8 meetrit minutis.
Premium sisaldab ka tihedamini virnastajaid ja servomootoreid. Liini tootlikkus on kõrgem – kuni 10 meetrit minutis.