Küttetorude keevitamine on majapidamis- ja tööstuskommunikatsiooni kokkupaneku peamine meetod. Seda tüüpi ühendused ei vaja hooldust, nagu liimitud või keermestatud ühendused, kuid on pideva termilise ja mehaanilise pinge all. Sellest lähtuvalt peate hoolikalt valima tööriistad, materjalid ja hoolikalt järgima keevitustehnoloogiat. Metalli ühendamise reeglite rikkumine põhjustab pragude ilmnemist ja korrosiooni teket. Kui plaanite seda protseduuri ise läbi viia, peaksite mõistma, milliseid meetodeid kasutatakse kuumutamise keevitamiseks, samuti professionaalseid tehnikaid kvaliteetse ja vastupidava tulemuse saavutamiseks.
Tööriistade ja seadmete komplekt

Küttetorude keevitamine elektrikeevitusega algab ettevalmistavast etapist:
- Meistri ettevalmistus. Vajalik on vastavalt korrastada töökoht, tagada ohutusmeetmete järgimine, vajadusel veel kord tutvuda seadmete ja materjalide käsitsemise juhendiga. Torude keevitamiseks elektrikeevitusega vajate kaitseseadmeid.Nende hulka kuuluvad spetsiaalne tulekindel ülikond (püksid, jakk, liveeritud müts), mask, kingad ja säärised. On vaja hoolitseda kvaliteetse ventilatsiooni eest.
- Tööriistade ja materjalide ettevalmistamine. Tähelepanu tuleks pöörata igale pisiasjale, sest sellest sõltub töö mugavus ja lõpptulemuse kvaliteet.
Kütte keevitamiseks vajate järgmisi tööriistu ja seadmeid:
- keevitusmasin varuhoidikuga;
- veski lõike- ja lihvimisketastega;
- metallist pintsel;
- erineva tera suurusega liivapaber;
- haamer;
- elektroodide tarnimine;
- pahe;
- klambrid;
- teras- või asbesttsemendilehed seinte kaitsmiseks metallipiiskade ja tahma eest;
- tent põrandakatte katmiseks.
Enne torude keevitamist elektrikeevitusega on vaja kontrollida paneelis olevate kaablite, pistikupesade ja kaitselülitite vastavust ettevalmistatud seadme parameetritele. Need peavad olema piisavalt võimsad, et taluda suurt koormust, mida isegi kodutehnika tekitab.
Plasttorude keevitamise tehnoloogia

Polüpropüleen asendab järk-järgult terast, kuna suhteliselt madala hinnaga on sellel mitmeid positiivseid omadusi. Plasttorustikud on mõeldud kõrgsurve jaoks, on kerged, siledate siseseintega ja suurepärase välimusega. Kuid torujuhe täidab oma ülesandeid tõhusalt, kui kõik liigendid on tugevad ja õhukindlad. Arvestada tuleb sellega, et üle 110 kraadise kuuma vee läbilaskmisel muutub polümeer pehmeks ja hakkab suurenema. Seetõttu kasutatakse kütte paigaldamiseks ainult klaaskiuga või alumiiniumfooliumiga tugevdatud tooteid.
Linkide ühendamiseks kasutatakse spetsiaalset jootekolvi. Seade on kahepoolne, mille ühel küljel on torud väliseks ja teisel pool ühendatud osade sisesoojendamiseks.
Nende ühendamiseks kasutatakse järgmisi liitmikke:
- haakeseadised;
- adapterid;
- nurgad;
- teesid;
- ristid;
- keermestatud äärikud kütteradiaatoriga ühendamiseks.
Polüpropüleenist kommunikatsioonide jootmisel kasutatakse kuumuse mõjul difusiooni põhimõtet. Külgnevate linkide servad sulavad, aine seguneb ja moodustab monoliitse ühendi.

Polümeerosade keevitusprotsess viiakse läbi vastavalt järgmisele meetodile:
- Küttesüsteemi torustiku skeemi koostamine.
- Teatud pikkusega toorikute saagimine. Reguleeritakse torude liitmike aukudesse sukeldamise arvu ja liitmike endi mõõtmeid.
- Kuumutage jootekolbi, kuni süttib roheline indikaator. See on tõend, et kokkupanek võib alata.
- Osade ühendamine seadmega sobiva läbimõõduga torude abil. Neid tuleb soojendada vastavalt seadmega kaasas oleva tabeli näidudele.
- Toru ja liitmiku ühendamine. Seda tehakse rangelt ühes suunas, kuni sisemine osa toetub liitmiku lukustuseendile. Te ei saa tooteid pöörata ega edasi-tagasi liigutada. Lubatud on korrigeerimine vastavalt ühendusnurgale.
- Jahutus. Liidet on vaja hoida staatilises asendis nii kaua, kui on ette nähtud seadme juhendis. Alles pärast seda saate kokkupanekut jätkata.
Erinevalt metalltorudest vajavad polümeertorud vertikaalsete ja horisontaalsete liikumiste jaoks tuge. Iga 100-150 cm järel kinnitatakse need seintele plastikust vaheklambritega.Pärast kokkupanekut ei vaja polüpropüleenkommunikatsioonid täiendavat viimistlust ega hilisemat hooldust.
Metalltoru keevitamise tehnoloogia

Selleks, et ühendus oleks tugev ja õhutihe, on vaja enne paigaldamist ette valmistada süsteemi osad. Peaksite kontrollima servade tasasust, faasima ja lihvima metalli lõikest 10 mm kaugusel. Pärast seda tuleb puhastatud alasid rasvatustamiseks töödelda lahustiga.
Erinevatel eesmärkidel torude keevitamiseks kasutatakse järgmise katte koostisega elektroode:
- rutiilhape (RA) - külma ja sooja veevarustuse paigaldamiseks avalikus sektoris;
- rutiil (RR) - kõrge rõhu all töötavate küttesüsteemide kokkupanekuks;
- rutiil-tselluloos (RC) - kasutatakse konstruktsioonides, mis nõuavad liigeste suurt töökindlust;
- universaalne (B) - igat tüüpi torustike kokkupanekuks elamusektoris ja tootmises.

Metalltorusid saate keevitada järgmiste tehnoloogiate abil:
- Elektriline keevitamine. Seda tehakse käsitsi või automaatse masinaga. Tööpõhimõte põhineb lühise ajal tekkiva elektroonilise kaare loomisel. Selle protsessiga kaasneb suure hulga soojuse eraldumine, mis põhjustab metalli sulamise. Õmbluse loomiseks kasutatakse kuluvaid või mittetarbitavaid elektroode.
- Gaaskeevitus. Toruühendused sulavad põleva gaasi mõjul samaaegselt metalli pealekandmisega, mis toimib ühendusena. Moodustub monoliitne ühendus, millel on külgnevate osadega homogeenne struktuur.
- Külm keevitamine.Seda meetodit kasutatakse madalrõhutorustike paigaldamisel või nende parandamisel raskesti ligipääsetavates kohtades. Meetodi olemus seisneb kiirkõvastuva liimiga immutatud sideme ümber löömises.
Valik on õige, kui see vastab süsteemi omadustele ja jahutusvedeliku omadustele.
Keevisõmbluste klassifikatsioon

Ühenduse saab keevitada erineval viisil, olenevalt konstruktsiooni omadustest ja töödeldava metalli paksusest.
Keevisõmbluste klassifikatsioon on järgmine:
- Välimuselt - tasane (tavaline), nõrgenenud (nõgus) ja tugevdatud (kumer).
- Pikkuse järgi - pidev (pidev, suletud), katkendlik (punktid, segmendid). Õmbluste pikkus jaguneb lühikesteks (kuni 25 cm), keskmiseks (26-100 cm) ja pikkadeks (üle 101 cm).
- Vastavalt teostusele - horisontaalne (vertikaalsetel lõikudel), vertikaalne (horisontaalsetel jooksudel), lagi (kui liitekoht on tehtud alt), põhi (elektrood õmbluse peal).
- Vastavalt efektiivsele jõule - külgmine (piki telge), eesmine (üle telje), kaldus (risti), kombineeritud (tüüpide kombinatsioon).
- Vastavalt kihtide ja käikude arvule - ühekihiline (üks läbimine) ja mitmekihiline (mitu käiku).
Küttesüsteemi nõuetekohase paigaldamisega saab teha kõik loetletud õmblused. Vajadusel keevitatakse torude siseküljel.
Peamised keevisliidete tüübid
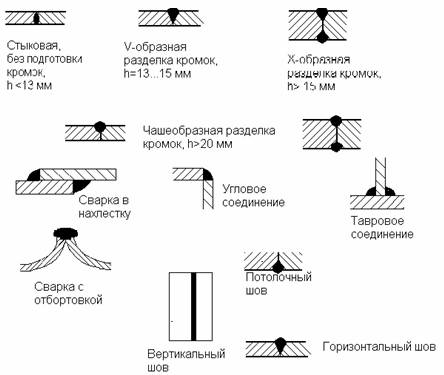
Vastavalt nende asukohale ruumis jagunevad õmblused järgmisteks tüüpideks:
- nurgeline - osad on nurga all;
- T-vardad - elementide otsa ja külje ühendamine;
- tagumik - torud on ühendatud ühes tasapinnas;
- kattuvad - osad kattuvad üksteisega;
- lõpp - fragmentide külgpindade ristmik.
Meister valib töö käigus endale sobivaima ja tehnilistele tingimustele vastava detailide keevitamise meetodi.