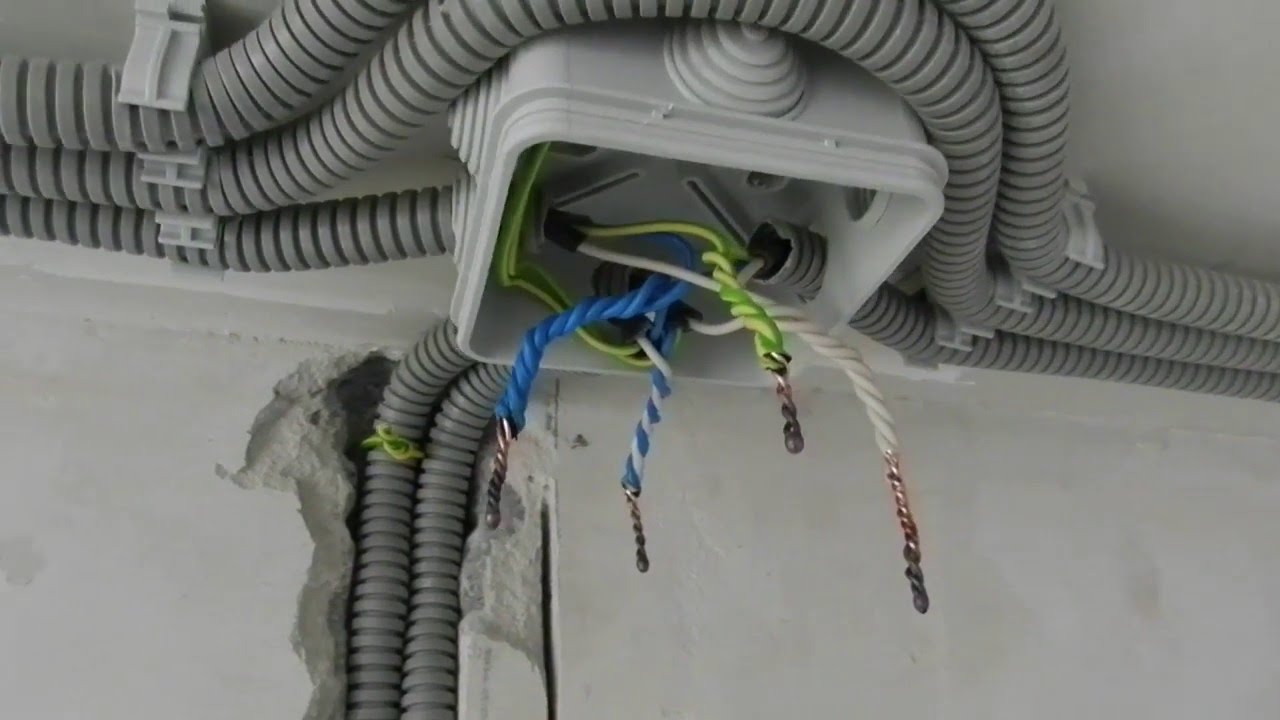
Eranditult näevad kõik elektrijuhtmestiku skeemid ette kaablite ja juhtmete hargnemise ja ühendamise. Selleks on vaja lisaks paigaldada jaotuskarp, mis on valmistatud metallist või polümeermaterjalidest. Kuid konstruktsiooni paigaldamisest ei piisa, on oluline teada keerdjuhtmete jootmise tehnoloogiat jaotuskarbis.
Milleks on jaotuskarbid?
Harukarpide kasutamise vajaduses ei tohiks kahelda. Selles veendumiseks peaksite lugema ekspertide hoiatusi:
- Konstruktsiooni paigaldamise tähelepanuta jätmine on normatiivdokumentides sätestatud reeglite rikkumine.
- Tuleohutuse järgimine. Tänu RK-le väheneb konstruktsiooni tiheduse tõttu oluliselt lühiste ja tulekahju tõenäosus.
- Seadme paigaldamine võtab palju aega, kuid tulevikus on juhtmete uuendamine, hooldamine, parandamine ja pikendamine palju lihtsam.Näiteks kui on vaja paigaldada täiendav pistikupesa või lüliti, saab vajalikud juhtmed ühenduskarbist eemaldada.
Üldiselt on jaotuskarbi paigaldamine vajalik. Paigaldustehnoloogia on lihtne; juhtmete ühendamisel võib tekkida raskusi.
Üldised ümberlülitusreeglid
Jootemeetodi rakendamine meenutab keevitustööd, kasutatakse ainult tavalist jootekolvi, mitte elektroodidega inverterit. Enne keeramist tuleb südamikud tinatada. Selleks soojendage jootekolb, kastke see kampoli sisse ja ajage mitu korda üle isolatsioonist eemaldatud alade, kuni ilmub punakas toon.
Kvaliteetse töö tagamiseks tuleb esmalt kontrollida jootekolvi otsa. On oluline, et see oleks puhas. Kui pind on ebatasane ja sellele on kogunenud mustust, on kvaliteetse joote valmistamine võimatu. Viiliga eemaldatakse saasteained, seejärel tinatatakse selle ots uuesti.
Jootmise eelised võrreldes teiste ühendusviisidega

Juhtmete ühendamiseks harukarbis on mitu võimalust, kuid ainult jootmine ja keevitamine erinevad minimaalse kontakttakistuse ja monoliitse ühenduse poolest. Juhtmeid saab kodus jootma igaüks. Keevitamiseks on vaja kogemusi ja spetsiaalset keevitusmasinat.
Töö tegemiseks vajate järgmist tööriistakomplekti:
- vooluhulk;
- isoleermaterjali eemaldamiseks mõeldud nuga;
- jootma;
- külgmised lõikurid;
- jootekolb;
- tangid või tangid;
- liivapaber.
Te ei saa tööd alustada ilma kõigi vajalike tööriistade ja kulumaterjalide ettevalmistamiseta.
Jootejuhtmed
Kaablite tinatamine ja jootmine jaotuskarbis toimub mitmes etapis.
- Isolatsioonikihi eemaldamine.
- Juhtmete eemaldamine, kuni ilmub metallile iseloomulik läige.
- Teenindus.
- Keeramine.
- Jootmine.
- Isolatsioon.
Enne voolu kandvate juhtmete ühendamise alustamist peate analüüsima, millist pikkust on vaja. Juhtmed lõigatakse nii, et jootmisel asuvad otsad väljaspool harukarbi. Pärast töö lõpetamist paigaldatakse need soovitud viisil.
Juhtmete jootmine jaotuskarbis on keelatud. Sel juhul on aktsia samuti sobimatu.
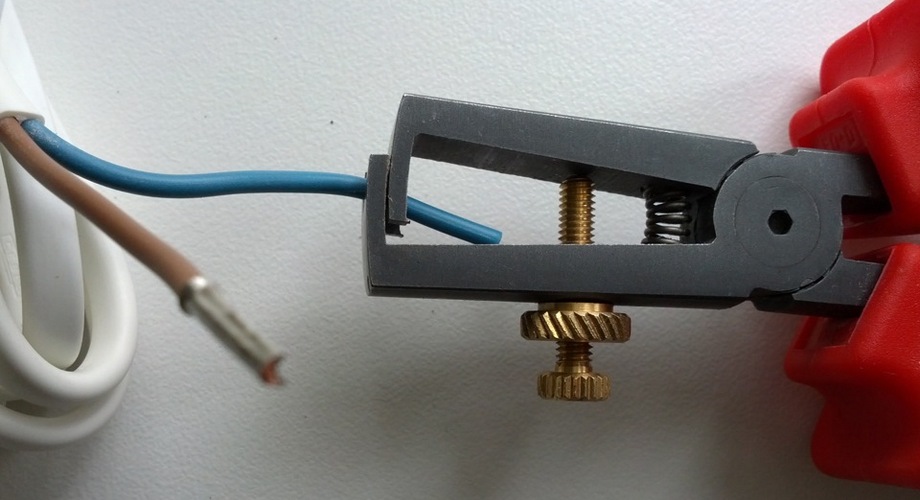
Isolatsioonikihi eemaldamiseks kasutage spetsiaalset tööriista - eemaldajat või teravat nuga. Terava noaga töötades peaksid liigutused meenutama pliiatsi vihistamist. Isolatsioonikihti on keelatud lõigata tangide või külglõikurite abil. Põikkahjustus põhjustab lähitulevikus purunemise.
Jootmiseks mõeldud traadi puhul on eemaldamine vahemikus 1,5-3 cm Pöörete arv on vähemalt 2.
Enne jootmist puhastatakse ja tinatatakse juhtmed põhjalikult, et juhtide pinnale ei tekiks oksiide, mis häirivad normaalset juhtivust ja suurendavad takistust. Juba tinatatud juhtmeid keeratakse tangide või tangide abil.
Karbis keerdunud vaskjuhtmete jootmisel on sarnane algoritm. Keerd peab olema pingul, kuid mitte pingul, muidu võivad juhtivate juhtmete otsad lihtsalt ära murduda.
Lõpuks joodetakse keerdtraadid jootekolviga nii, et joodis oleks igast küljest ühtlase kihiga kaetud. Töö kvaliteet sõltub täielikult sellest, kui hästi otsad olid eemaldatud.
Jootekolvi võimsuse valimine

Seade peaks optimaalselt soojendama ala 1 minut ja mitte rohkem, jootmise pind töö lõpus peaks olema sile ja ühtlase läikega.
Jootetüüp
Jooteid on väga erinevaid, peamised on toodud tabelis.
| Joote klass | Ühend (%) | Tõmbetugevus (kg/mm) | Sulamistemperatuur | Rakendus |
| POS-30 | Plii - 70 Tina - 30 | 3,2 | 266 | Terasest, vasest ja nende sulamitest valmistatud detailide jootmiseks ja tinatamiseks |
| POS-40 | Plii - 60 Tina - 40 | 3,8 | 238 | Tsingitud terasest valmistatud raadioseadmete kontaktide ja detailide jootmiseks ja tinatamiseks |
| POS-90 | Plii - 10 Tina - 90 | 4,9 | 220 | Meditsiiniinstrumentide ja metallriistade jootmiseks ja tinatamiseks |
| POS-61M | Vask - 2 Plii - 37 Tina - 61 | 4,5 | 192 | Trükitud juhtmete ja vaskjuhtmete jootmiseks ja tinatamiseks |
| POS-61 (tertsiaarne) | Plii - 39 Tina - 61 | 4,3 | 190 | Pronksist, messingist ja vasest pingestatud osade tinatamiseks ja jootmiseks tihendatud õmblustega |
| POSV-33 | Vismut – 33,3 Plii – 33,3 Tina – 33,3 | — | 130 | Konstantaanist, messingist ja vasest valmistatud osade jootmiseks suletud õmblusega |
| POSV-50 (roossulam) | Vismut - 50 Plii - 25 Tina - 50 | — | 94 | Ülekuumenemisele vastuvõtlike osade töötlemiseks |
| Sulam d Arce | vismut – 45,3 Plii – 45,1 Tina – 6,9 | — | 79 | Kaitsmete tootmiseks, ülekuumenemisele vastuvõtlike osade tinatamiseks ja jootmiseks |
| Puidu sulam | kaadmium – 12,5 Vismut - 50 Plii - 25 Tina – 12,5 | — | 68,5 | Oluline omadus on see, et see on mürgine. Mõeldud kaitsmete valmistamiseks, termilisele mõjule vastuvõtlike osade tinatamiseks ja jootmiseks |
Viimasel kolmel klassil on madal sulamistemperatuur ja madal sulami tugevus.
Jootekoha kaitsmine oksüdatsiooni eest

Räbusti kasutatakse jootekoha kaitsmiseks hapniku oksüdeerumise eest. Vasega töötamisel kasutatakse kõige sagedamini järgmist:
- Kampol, see sisaldab ainult männi kampoli.
- LTI-120 sisaldab trietanoolamiini (1-2%), aniliinvesinikkloriidi (3-7%), etüülalkoholi (66-73%), kampoli (20-25%).
- Alkoholi kampoli koostises on etüülalkohol (60-70%) ja kampol (30-40%).
Fluxi kõige lihtsam, eelarvesõbralikum ja samal ajal laialt levinud versioon on tavaline kampol. Ainus raskus, mis võib ainega töötamisel tekkida, on selle tahke agregatsiooni olek.
Jootmise ja tinatamise tehnoloogia

Juhtmete jootmist või tinatamist alustades on oluline asetada juhtmed horisontaalselt nii, et jootekolvi ots puudutaks takistusteta kõiki külgi. Mõned "eksperdid" soovitavad asetada juhtivad juhtmed vertikaalselt, kuid seda ei tohiks teha, kuna jootepiisad võivad levida.
Enne tinatamist kuumutatakse juhtmeid jootekolviga ja samal ajal puudutavad need kampotükiga kütteala, kuni see sulama hakkab. Kui kasutatakse vedelat räbusti, kantakse see peale enne kuumutamist. Peale tinatamist keeratakse juhtmed kokku.
Jootmistehnoloogia on veidi erinev, kuna see nõuab suuremat jootekogust. Räbusti kantakse juhtivatele juhtmetele ja kuumutatakse jootekolviga, kuni sulatilk jaotub ühtlaselt. Vajadusel saab protseduuri korrata.
Jootmine põleti ja tiigliga

Kui ees on suur töömaht, on soovitav kasutada tiigleid, mis on õõnsad metallsilindrid, mis on varustatud käepidemega sulajoodise täitmiseks. Seda seadet saab soojendada gaasipõletiga või kasutada võimsa jootekolvi lisana.
Mahuti mahutab väikese koguse sula joodet, kuni see kõveneb, on inimesel aega mitu keerdu teha.
Ettevaatusabinõud
Töö ajal tuleb olla ettevaatlik, kuna sula joodis võib nahaga kokkupuutel põhjustada tõsiseid põletusi. Kõik jootemargid sisaldavad pliid, mille aurud on inimestele mürgised. Mürgistuse vältimiseks peate töötades kandma respiraatorit.
Juhtmete jootmisel on keelatud kasutada hapet sisaldavaid aktiivräbusid, kuna need nõuavad pärast töö lõpetamist täielikku eemaldamist. Räbustijäägid mõjuvad hävitavalt kõikidele materjalidele, eriti agressiivsed on jootmishape ja tsinkkloriid.
Üldiselt ei tohiks töö raskusi tekitada, peamine on eelnevalt tutvuda teostustehnoloogiaga, valmistada ette kõik tarbekaubad ja tööriistad.







